Реально на твердость режущей кромки оказывают влияние три связанных переменных:
1. Содержание углерода в стали. Сталь с содержанием углерода менее 0,35 процентов фактически не может быть охлаждена достаточно быстро, чтобы изменяться к мартенситу - то есть, чтобы сформировался хамон. Содержание углерода также влияет на ширину и извилистость линии (хабути), которая определяет границу хамон. Сталь с содержанием углерода 0,6 процентов, которую использует брат Ёсиндо - Сёдзи, будет иметь немного более широкую хабути, чем сталь с содержанием углерода 0,7 процентов, которую выбирает Ёсиндо.
2. Слой глины на лезвии. Варьируя место нанесения и толщину глиняного слоя, особенно на краю режущей кромки и рядом с ней, кузнец добивается возникновения в стали неоднородных по кристаллической структуре областей, проявляющихся в виде узнаваемого узора на законченном лезвии.
3. Температуры, до которой нагреты различные части лезвия. Хотим мы или нет, но все части меча не могут иметь одинаковую температуру перед охлаждением. Режущая кромка, например, обычно разогревается сильнее, чем обух по всей длине лезвия. Величина температуры и ее изменение определяют появление хамон и других видимых характеристик металла, таких как ниэ, ниой и уцури.
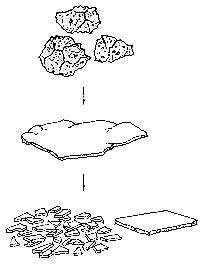
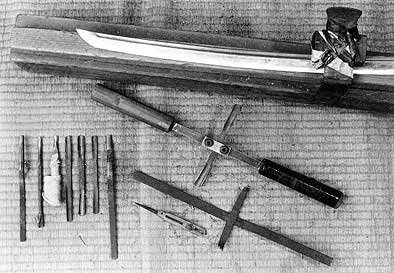
Выполнение этой части работы кузнец начинает с подготовки клейкой глиняной смеси, которая будет нанесена на лезвие. Она состоит из глины, порошка древесного угля и растолченного песчаника (омуро), взятых в приблизительно равных пропорциях. Глина выполняет основную функцию изолятора. Песчаник (омуро) предохраняет глину от усыхания и растрескивания. Древесный уголь помогает кузнецу регулировать степень нагрева и охлаждения. Точная формула смеси может изменяться от школы к школе и от кузнеца к кузнецу.
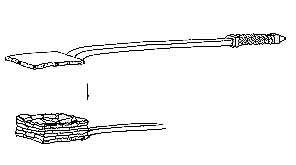
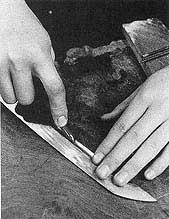
Мастер прибавляет воду к глиняной смеси и перемешивает ее, пока не достигнет требуемой вязкости. Затем, используя шпатель, он наносит глину на режущую кромку меча, делая ее очень тонкой там, где должен появиться хамон. После этого мастер наносит более толстый (от одной восьмой до одной четверти дюйма) слой глины на верхнюю часть лезвия и обух. Это покрытие предотвратит указанную часть лезвия от быстрого охлаждения и закалки и определит границу хамон. Граница будет более четкой, если кузнец сделает резкий переход от тонкого слоя глины к более толстому.
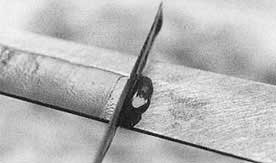
Затем, на уже нанесенные слои глины, кузнец ребром штапеля наносит дополнительный ряд очень тонких глиняных полос, расположенных перпендикулярно или под углом к режущей кромке лезвия. Эти полосы играют роль изоляторов при закалке и создают аси - узкие каналы более мягкой стали в укрепленной режущей кромке. Такая “зубчатая” модель режущей кромки помогает ограничить степень повреждения лезвия при возникновении сколов: скол остановится на линии аси. Аси может являться важной частью, определяющей вид хамон. Однако кузнецы школы Сосю на этом этапе добавляют в глину порошок окисла железа, чтобы сделать аси в хамон визуально менее заметными.
После этой процедуры кузнеца ожидает час или более до образования на лезвии сухой глиняной корки.
Таким образом, нанесение глины на лезвие выполняется в следующей последовательности: режущая кромка, верхняя часть лезвия и обух, аси. Любопытный аспект этой процедуры состоит в том, что лезвие полностью “упаковано” в глину. Несмотря на то, что если для успешного выполнения яки-ирэ режущая кромка должна охлаждаться значительно быстрее, чем остальная часть лезвия, то кузнец вообще не должен наносить глину на режущую кромку, а для охлаждения использовать непосредственный контакт раскаленного металла с прохладным воздухом или водой. На практике же получается, что быстрее охлаждается лезвие, покрытое тонкой глиняной коркой. Это происходит потому, что нанесенная глина создает большую площадь охлаждающей поверхности для металла. Кроме того, глина предотвращает появление пузырьков на поверхности лезвия в момент охлаждения, которые стали бы крошечными изоляторами и вызвали бы возникновение областей мягкой стали в хамон.
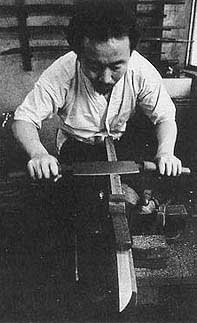
Ёсиндо смешивает глину и воду
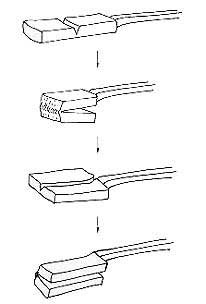
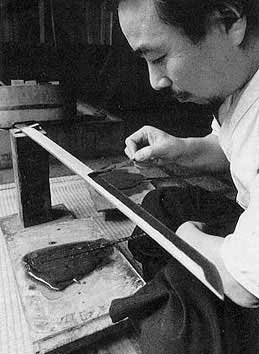
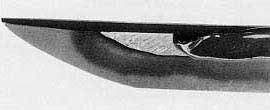
На режущую кромку глиняная смесь наносится в первую очередь.
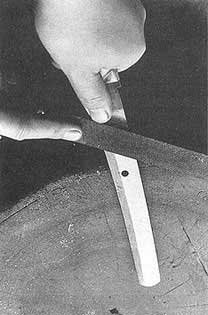
Верхняя часть лезвия покрывается толстым слоем глиняной смеси
Очень тонкие полоски глины, расположенные перпендикулярно режущей кромке, образуют аси.
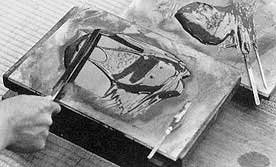
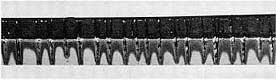
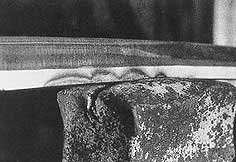
Только что покрытое глиной лезвие (верхнее фото). И то же самое лезвие с уже подсохшей глиняной коркой. Рисунок на режущей кромке, полученный в результате высыхания глины, идентичен хамон, который получится после укрепления режущей кромки: этот рисунок называется гуномэ.
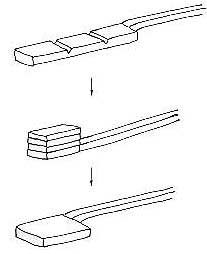
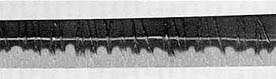
Другой способ нанесения глины (верхнее фото) и то же лезвие с частично подсохшей глиняной коркой. Этот рисунок называется тёдзи - "цветок гвоздики" - типичный хамон на мечах стиля Бидзен.
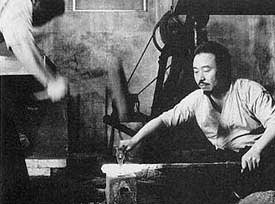
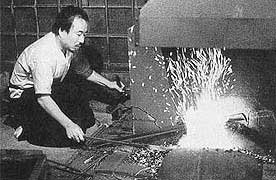
ЯКИ-ИРЭ: укрепление режущей кромки.Яки-ирэ - процесс нагрева меча докрасна с последующим погружением его в емкость с водой, возможно, наиболее впечатляющий момент в работе кузнеца. Раскаленное лезвие, затемненная кузница, шипение поднимающегося пара - все это делает яки-ирэ почти мистическим действом, посредством которого из куска металла рождается меч.
В действительности же, как это часто бывает, все обстоит совсем не так. Яки-ирэ – работа целого дня, зачастую оканчивающаяся разрушенным лезвием, которое должно быть или вторично переработано или отбраковано. Работа выполняется ночью при выключенном свете для того, чтобы кузнец мог видеть истинный цвет раскаленного лезвия и точно определить его температуру. Рассказы о воде для охлаждения, которую якобы необходимо брать только из такого-то и такого-то горного ручья или которая должна быть такой-то и такой-то температуры, пожалуй, являются вымыслом. Или частью той таинственной привлекательности, которой всегда окружали себя кузнецы, чтобы представить свою технику как исключительную и секретную.
В чем однако не приходится сомневаться, так это в том, что успешное выполнение яки-ирэ требует высокой квалификации и чувства материала. Кузнец не использует серийно производимую фабричную сталь. Металл в каждой новой партии имеет уникальные характеристики, некоторые из которых устраивают кузнеца, а с некоторыми приходится бороться. Он должен уметь оценить температуру лезвия на глаз и без колебаний выбрать точный момент для охлаждения.
При разговоре об укреплении японских мечей, многие западные писатели используют термин “закаливание”, а применительно к хамон – “линия закалки”. Технически, употребление этих терминов в данном случае некорректно. Более правильно говорить, что лезвие подвергнуто термообработке для того, чтобы укрепить режущую кромку. Закаливание – это то, что выполняется после укрепления, чтобы сделать сталь менее хрупкой.
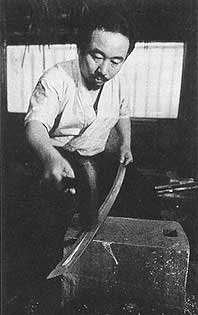
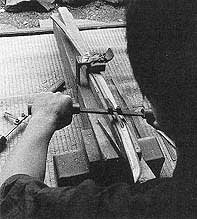
Кузнец начинает с маленьких - размером с сахарный кубик – кусочков древесного угля, чтобы гарантировать жар (даже огонь) в горне и предотвратить физическое повреждение глиняной корки, которое может изменить хамон. Он обертывает тряпку вокруг стального стержня и заклинивает хвостовик лезвия в U-образный выступ на конце стержня. Удерживая меч за стержень, Кузнец начинает очень медленно протягивать лезвие через горячие угли, одновременно левой рукой нагнетая воздух кузнечными мехами. Все это время он удерживает меч режущей кромкой вверх. Постепенно лезвие начинает накаляться. Кузнец протягивает меч через огонь от десяти до пятнадцати раз и затем позволяет огню утихнуть, чтобы он мог исследовать цвет лезвия. Когда оно становится достаточно горячим (более чем 700 ° C – цвет между ярко-красным и оранжевым), Кузнец переворачивает лезвие и снова протягивает его через горн – на этот раз режущей кромкой вниз. После нескольких проходов, лезвие приобретет достаточно равномерную окраску, и режущая кромка (цвет от ярко-красного к оранжевому) будет нагрета до более высокой температуры, чем остальная часть лезвия (цвет от красного к ярко-красному). После этого кузнец погружает раскаленное лезвие в емкость с водой.
Не все кузнецы делают яки-ирэ описанным способом. Кузнецы школы Сосю, например, ждут, пока лезвие не нагреется до более высокой температуры.
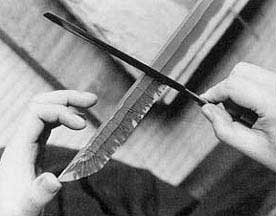
Ёсиндо постепенно нагревает лезвие, непрерывно протягивая его через огонь.
Теперь раскалено все лезвие. Еще несколько протягиваний в горне, и лезвие будет готово к охлаждению.
Яки-ирэ: раскаленное лезвие погружается в емкость с водой.
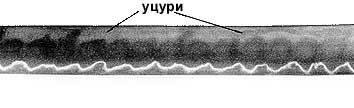
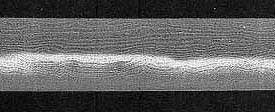
Метод Ёсиндо особенно интересен тем, что он позволяет получить уцури. Слово уцури означает “отражение”, а сам эффект проявляется в виде белесого рисунка на лезвии со стороны обуха. Кузнецы периода Бидзэн владели этим приемом, но в период Эдо методика была утеряна. Так как рисунок уцури иногда, казалось, копировал хамон, знатоки периода Эдо назвали его “второй хамон”. Технически это неправильно, так как уцури не является следствием образования мартенсита. Наличие уцури - показатель высочайшей квалификации кузнеца, так как рисунок проявляется только при выполнении строго определенных требований к температуре и составу металла. Ёсиндо потратил на эксперименты три года, пока не смог восстановить технику получения уцури, и теперь несколько других современных кузнецов также используют ее в своих работах.
Температура и структура используемой стали влияет на появление и других эффектов. Мы видели, что кузнец может объединять блоки с разным содержанием углерода перед финальной ковкой. Более высокоуглеродистые слои произведут большее количество мартенсита после охлаждения, что проявится при полировке в виде ярких полосок – кинсудзи и инадзума на лезвии меча. Если распределение углерода в металле лезвия сильно неоднородно, охлаждение вызовет появление многочисленных эффектов “зернистости”, названных ниэ, араниэ, ниой, кониэ и сунагаси (все это разновидность мартенсита, но имеющие различные имена согласно их размеру или расположению).
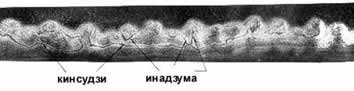
Кинсудзи и инадзума – высокоуглеродистые области мартенсита, которые проявляются как яркие полоски в переходной зоне (хабути) между твердой режущей кромкой и остальной частью лезвия (область перлита). Кинсудзи, что означает “золотые линии”, располагаются параллельно режущей кромке. Инадзума - “вспышка молнии” выглядит как зигзагообразная линия, расположенная под углом или перпендикулярно режущей кромке.
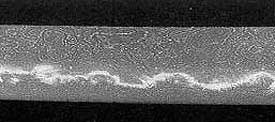
Примеры ниэ и ниой, которые являются видимыми областями мартенсита, находящимися в области хабути. По сравнению с туманными и расплывчатыми областями ниой, в областях ниэ, дольше находившимися при более высокой температуре, образовались большие кристаллы аустенита, которые после охлаждения стали хорошо заметны.
После выполнения яки-ирэ, Ёсиндо вынимает меч из воды, нагревает его в горне до 160 ° C и снова охлаждает. Это процедура закаливания, называемая яки-модоси, помогает снизить напряжение в укрепленной режущей кромке, частично разрушая большие, недавно сформированные стальные кристаллы мартенсита. Закаливание может быть повторено несколько раз, однако мастер должен быть очень внимательным, поскольку при превышении требуемой температуры часть хамон может начать терять очертания или пропасть совсем. Это как раз то, что произошло со многими старинными мечами, побывавшими в горящих зданиях: металл не пострадал, но хамон был разрушен.
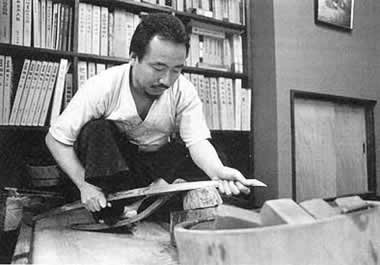
Затем, используя грубый, охлаждаемый водой шлифовальный круг, мастер удаляет с поверхности лезвия всю глину и шлифует режущую кромку. Он может сделать хамон видимым для первоначального осмотра, используя 2-х процентный раствор азотной кислоты. Если лезвие перед охлаждением было слишком горячим, на нем могут появиться трещины или хамон может быть плохо очерчен. Если температура лезвия была слишком низка, хамон может не быть вовсе – это значит, что режущая кромка была недостаточно укреплена – или он будет очень неясным и расплывчатым (так называемый “сонный хамон”). Но если все пошло так, как было запланировано, хамон будет ярким и четким, в соответствии с тем, что представлял себе мастер, когда создавал на лезвии глиняную корку.
Если кузнецу не удовлетворен получившимся хамон, он может устранить его нагревая лезвие докрасна и медленно охлаждая его на воздухе. При этом происходит переход структуры стали к первоначальному состоянию – перлиту. После этого, кузнец может снова покрыть лезвие глиной и повторить яки-ирэ. Хорошо сделанный меч способен выдержать от трех до пяти таких процедур. Показатель качества Ёсиндо сравнительно высок. Три четверти его лезвий успешно переносят яки-ирэ. Аналогичный показатель у среднего кузнеца – половина или меньше.
После яки-ирэ кузнец, с помощью шлифовального круга, устраняет глину и исследует хамон.
Хороший хамон имеет четкую форму и узнаваемый рисунок по всей своей длине. Дополнительные детали – такие как аси и кинсудзи - делают его еще более сложным и визуально интересным. “Бедный” хамон указывает на укрепленную сталь, но может иметь хаотичный вид, без непрерывного или распознаваемого рисунка.







.pn<br />g/250px-Katana_(shema).png)

 (всетаки вот какие учителя должны быть
(всетаки вот какие учителя должны быть  = Игра \" Школа Оттомо \" )
= Игра \" Школа Оттомо \" )

 style="border: none;" alt=' title=' /> style="border: none;" alt='' title='' /> style="border: none;" alt=' title=' />
style="border: none;" alt=' title=' /> style="border: none;" alt='' title='' /> style="border: none;" alt=' title=' />




 знала но не так много
знала но не так много




























 Хотя форум бы можно было и расширить включив сюда все холодные оружия японий так как там иногда такие экземплярчики найдутся что фиг знаешь как же этим драться
Хотя форум бы можно было и расширить включив сюда все холодные оружия японий так как там иногда такие экземплярчики найдутся что фиг знаешь как же этим драться 

 Но в дальнейшем хочу собрать достойную коллекцию
Но в дальнейшем хочу собрать достойную коллекцию  А холодным оружием стал увлекаться давно, знаю много их видов и для чего они использовались, также в какой стране они появились
А холодным оружием стал увлекаться давно, знаю много их видов и для чего они использовались, также в какой стране они появились  (мастеров, метода плавки и заточки не знаю и не хочу знать потому что ну а нафиг мне это надо
(мастеров, метода плавки и заточки не знаю и не хочу знать потому что ну а нафиг мне это надо  )
) В принципе есть такие подарочные образцы что их можно заточить и вот тебе боевое оружие (например кинжальчики, ножики) поскольку боевое стоит так ли........
В принципе есть такие подарочные образцы что их можно заточить и вот тебе боевое оружие (например кинжальчики, ножики) поскольку боевое стоит так ли........ 
